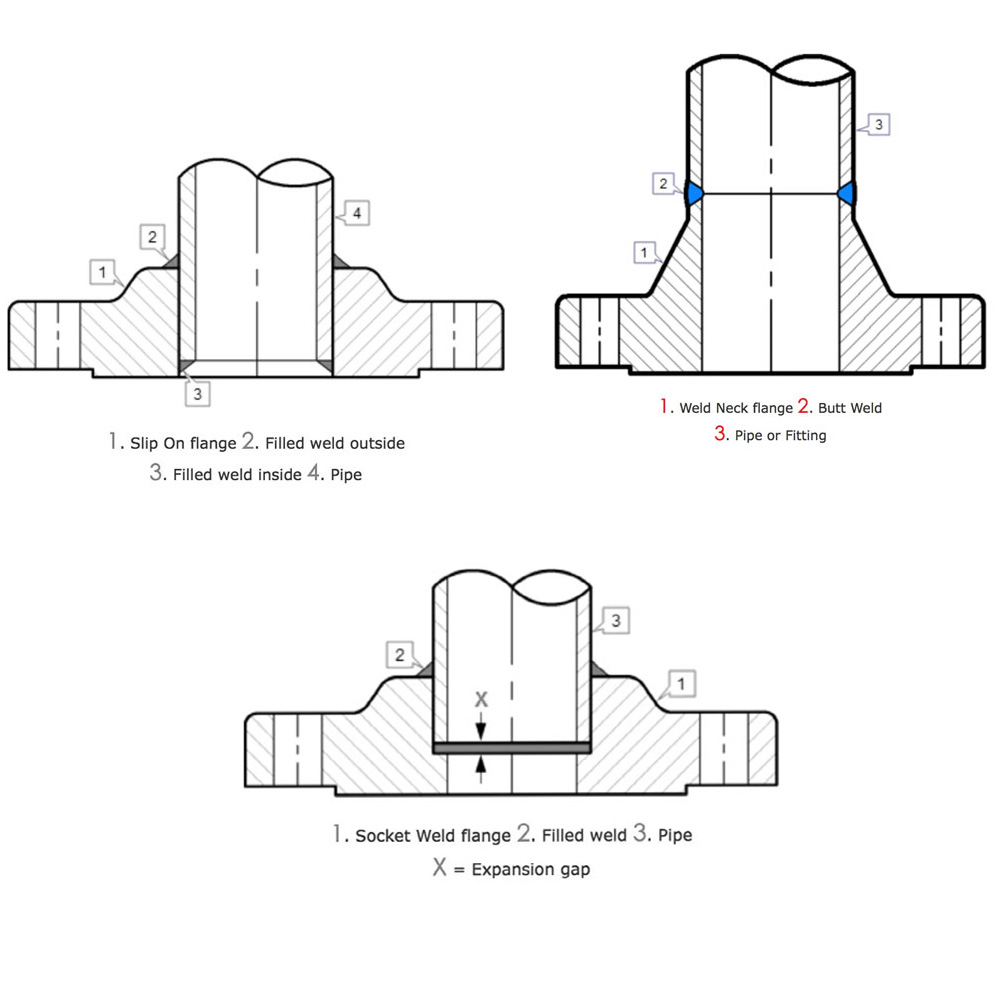
1. Plakanā metināšana, sadurmetināšana un ligzdas metināšanas atloka
Cauruļu atloka metināšanai ir plakana metināšana, sadurmetināšana un ligzdas metināšanas atloka forma
Kontaktligzdas metināšana parasti ievieto cauruliatlokumetināšanai.Sadurmetināšana ir caurules un sadurvirsmas sadurmetināšanasadurmetināšanas atloks,Staļu noteikšanu nevar veikt ligzdas metinājumam, taču var veikt sadurmetināšanu. Tāpēc augstām metināšanas noteikšanas prasībām ieteicams izmantot sadurmetināšanas atloku.
2. Vairākas atšķirības un pielietojumi
Parasti sadurmetināšanas prasības ir augstākas nekā ligzdas metināšanas prasības, un arī kvalitāte pēc metināšanas ir laba, taču noteikšanas līdzekļi ir salīdzinoši stingri.Var veikt metināšanu staru defektu noteikšanai, kontaktligzdas metināšanu ar magnētisko pulveri vai iespiešanās testēšanu (piemēram, oglekļa tēraudu ar magnētisko pulveri, nerūsējošā tērauda iespiešanos).Ja šķidrumam cauruļvadā nav nepieciešama augsta metināšana, ērtai noteikšanai ieteicams izmantot ligzdas metināšanu.
Lielāko daļu ligzdas metināšanas savienojuma veidu izmanto maza diametra vārstos un cauruļvados, cauruļu veidgabalos un cauruļvadu metināšanā.Maza diametra caurules parasti ir plānas sieniņu biezumā, tās ir viegli nepareizi izlīdzināt un noņemt, un tās ir grūti metināt, tāpēc tās ir vairāk piemērotas ligzdas metināšanai.Turklāt ligzdas metināšanas ligzdai ir pastiprinošs efekts, tāpēc to izmanto arī zem augsta spiediena.Tomēr ligzdas metināšanai ir arī trūkumi.Viens no tiem ir tāds, ka stresa stāvoklis pēc metināšanas nav labs, un ir viegli izraisīt nepilnīgu metināšanas iespiešanos.Cauruļu sistēmā ir spraugas.Tāpēc ligzdu metināšana nav piemērota cauruļu sistēmai, ko izmanto pret koroziju jutīgai videi, un cauruļu sistēmai ar augstām tīrības prasībām.Turklāt īpaši augsta spiediena cauruļvadus, pat ja arī maza diametra cauruļvadu sieniņu biezums ir liels, var pēc iespējas sadurt metināt savienojumu, lai izvairītos no kontaktligzdas metināšanas.
Īsāk sakot, ligzdas metināšana veido sadurmetināšanu, bet sadurmetināšana veido sadurmetināšanu.Balstoties uz metinājuma stiprības un sprieguma stāvokļa analīzi, sadursavienojums ir labāks par kontaktsavienojumu, tāpēc sadursavienojums ir jāizmanto augsta spiediena līmeņa un slikta ekspluatācijas stāvokļa gadījumā.

3. Atloka izvēle
1. Atbilstoši cauruļvada materiālam noteikti nav atļauts izvēlēties piemērotu atloku materiālu, piemēram, nerūsējošā tērauda cauruļvadu.oglekļa tērauda atloks ;
2.Atbilstoši cauruļvada nominālajam diametram ( DN ) un visas cauruļvadu sistēmas nominālajam spiedienam ( PN )atlokuir atlasīts.Šobrīd starptautiskācaurules atlokspamatā pieņem Amerikas standartu sistēmu un Eiropas standartu sistēmu;
3.Atbilstoši konkrētajiem darba apstākļiem tiek izvēlēta atloka struktūra un forma: piemēram, plakana metināšana ar kaklu, cilpas atloku utt., Un blīvējuma virsmai ir izvirzīta virsma, pilna plakne, ieliekta un izliekta virsma utt. .
Nestandarta detaļām ir nepieciešams projektēt un ražot saskaņā ar atloku specifikācijas projektēšanas procedūru.
Izlikšanas laiks: 20. februāris 2023